Nettoyage des surdosages de floculant dans les circuits d’eau minière : ce que les fournisseurs doivent documenter
Un surdosage de floculant n’est pas seulement un problème d’épaississeur. Dans les circuits d’eau minière, l’excès de polymère peut circuler dans les boucles de récupération, fixer des particules fines au mauvais endroit, augmenter la résistance à la filtration, déstabiliser les conditions de flottation et laisser des films organiques persistants sur les cribles, goulottes, tuyauteries et toiles filtrantes.
Pour un fournisseur de produits chimiques de procédé minier, le risque commercial est clair : un client signale une « mauvaise eau », des « solides collants », des « problèmes de mousse » ou un « colmatage des filtres », et la cause racine peut se situer entre le choix du polymère, le contrôle du dosage, la chimie de l’eau et les interactions avec les réactifs en aval.
StrataFlux accompagne les fournisseurs qui ont besoin d’options de nettoyage enzymatique prêtes pour le terrain dans les circuits d’eau minière. En tant que fournisseur d’enzymes pour produits chimiques de procédé minier, nous nous concentrons sur la compatibilité pratique, la conception d’essais et la documentation qui aide les équipes technico-commerciales à passer d’une réponse à réclamation à une intervention maîtrisée.
Pourquoi un surdosage de polymère devient un problème en aval
Les floculants sont conçus pour créer des ponts entre les particules et améliorer la décantation ou la clarification. Lorsque la dose dépasse les besoins du circuit, du polymère résiduel peut rester en solution ou être transporté avec les solides entraînés. Cet entraînement peut créer des symptômes opérationnels loin du point de dosage initial.
Les réclamations courantes du point de vue des fournisseurs incluent :
- Un débordement d’épaississeur qui devient trouble, filant ou sujet à la formation de mousse
- Une eau de retour qui affecte la texture de la mousse de flottation ou la mobilité des bulles
- Des conduites de pulpe qui développent des dépôts organiques collants
- Une toile filtrante qui se colmate rapidement après un changement de dose
- Des cribles, buses de pulvérisation et goulottes qui accumulent des fines gélatineuses
- Une eau de clarificateur ou de bassin montrant une décantation secondaire lente
- Une qualité d’eau recyclée des résidus qui change après des modifications de mélange de minerai
L’objectif n’est pas d’accuser le polymère en premier lieu. L’objectif est de documenter si le circuit transporte un excès de polymère organique, si ce polymère interagit avec les fines ou d’autres réactifs, et si un adjuvant de nettoyage enzymatique peut jouer un rôle clairement défini.
Checklist fournisseur : ce qu’il faut documenter avant de recommander une chimie de nettoyage
1. Cartographier le circuit avant et après l’événement de surdosage
Commencez par le cheminement réel de l’eau et de la pulpe, et pas seulement par le schéma de conception. Documentez les points d’ajout du floculant, les destinations des débordements, les flux recyclés et les opérations unitaires en aval qui ont connu des changements de performance.
À consigner :
- Emplacement de préparation du polymère et trajet de transfert
- Point de dosage, état de la canne d’injection et énergie de mélange
- Configuration de l’épaississeur, du clarificateur, du bassin ou du système de pâte
- Destinations de l’eau de récupération, notamment flottation, broyage, lixiviation et filtration
- Tout contournement, flexible temporaire ou changement d’exploitation d’urgence
- Délai entre le changement de dose et l’apparition du symptôme en aval
Cela permet de déterminer s’il s’agit d’un à-coup ponctuel, d’un surdosage continu ou d’un problème de circulation dans lequel le polymère résiduel réintègre constamment le procédé.
2. Décrire l’environnement du polymère et des co-réactifs
Le comportement d’un surdosage de polymère dépend du type de polymère et de la chimie qui l’entoure. Une recommandation de nettoyage doit être construite autour de l’environnement réel des réactifs.
À documenter :
- Caractère de charge du polymère, forme et application prévue
- Qualité de préparation et état d’hydratation
- Coagulants, modificateurs de pH, collecteurs, moussants, déprimants, dispersants, antitartres, biocides et oxydants présents dans le même chemin d’eau
- Contact avec des flux acides, alcalins, salins, cyanurés ou à forte teneur en sulfates
- Changements de réactifs connus effectués au cours de la même fenêtre d’exploitation
- Éventuel changement de mélange de minerai, de teneur en argiles ou de charge en fines
Pour les options enzymatiques, le criblage de compatibilité est essentiel. StrataFlux évalue l’environnement d’exposition probable afin que la chimie de nettoyage ne soit pas positionnée là où elle serait neutralisée, excessivement sollicitée ou mal appliquée sur le plan commercial.
3. Distinguer le surdosage d’un défaut de préparation
Une dose élevée de polymère n’est pas la seule cause d’un entraînement collant. Un polymère mal hydraté, des « yeux de poisson », une solution vieillie, une contamination ou une dégradation par cisaillement peuvent générer des symptômes qui ressemblent à un surdosage.
Questions terrain à inclure dans votre rapport :
- La solution de polymère présentait-elle des gels, des grumeaux ou des filaments avant l’injection ?
- La qualité de l’eau de préparation était-elle stable ?
- La solution a-t-elle vieilli au-delà des pratiques normales du site ?
- Les pompes de transfert, éducteurs ou mélangeurs ont-ils été modifiés ?
- La pompe doseuse a-t-elle été étalonnée après la réclamation ?
- Le signal de commande, le réglage de course ou le débit d’eau de dilution ont-ils dérivé ?
Si le défaut de préparation est le facteur principal, le plan de nettoyage peut devoir traiter les dépôts et l’entraînement résiduel, tandis que la correction principale reste mécanique ou procédurale.
4. Identifier où le polymère entraîne une perte de valeur
Tous les épisodes de surdosage ne nécessitent pas une intervention enzymatique. Un fournisseur doit prioriser les circuits où le polymère résiduel génère un coût opérationnel mesurable, un conflit avec les réactifs ou un arrêt client.
Cibles à forte valeur :
- Support à la flottation : une eau de récupération transportant du polymère résiduel vers la flottation peut modifier la mobilité de la mousse, le comportement d’entraînement et la réponse de surface. Vérifiez si les symptômes suivent le cheminement de l’eau de retour.
- Optimisation de la lixiviation : l’entraînement organique vers la préparation à la lixiviation ou la gestion des solutions de lixiviation en tas peut modifier le mouillage, le mouvement des fines, le comportement des bassins ou la filtration en amont de la gestion des solutions.
- Conditionnement de la pulpe : une eau riche en polymère peut augmenter la viscosité, favoriser des agglomérats collants ou interférer avec la chimie de conditionnement en aval.
- Support au traitement des résidus : un surdosage peut affecter la libération d’eau, le comportement de plage, la clarté du bassin et la stabilité de l’eau de récupération.
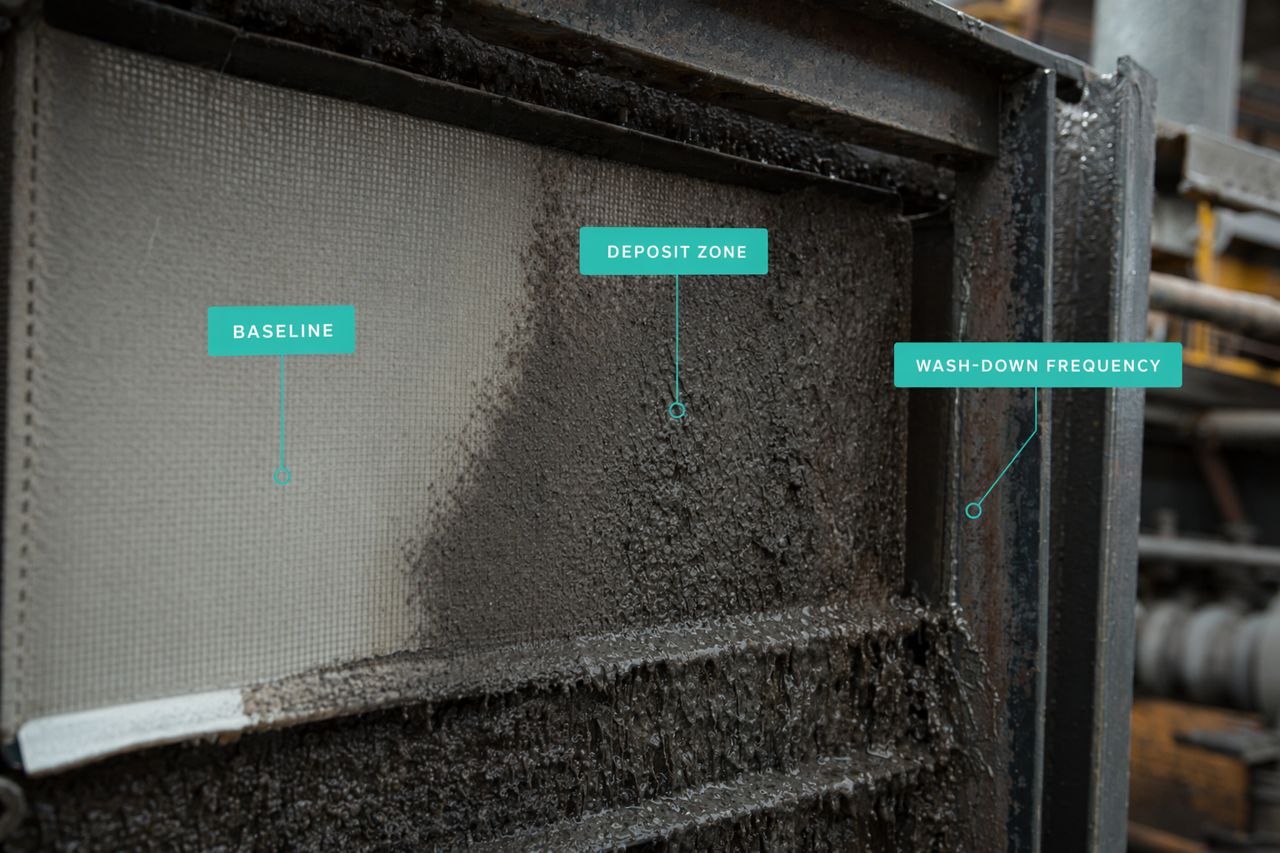
- Filtration et criblage : le polymère résiduel et les solides fins peuvent former des films qui réduisent le débit et augmentent la fréquence de lavage.
Les cas d’essai les plus solides relient l’option de nettoyage à une douleur opérationnelle : restriction de débit, perte de clarté de l’eau, interférence avec les réactifs, charge de maintenance ou risque sur la récupération.
Indicateurs visuels à photographier
Votre dossier terrain doit inclure des preuves visuelles. Photographiez le même emplacement avant, pendant et après l’action corrective chaque fois que possible.
Visuels utiles :
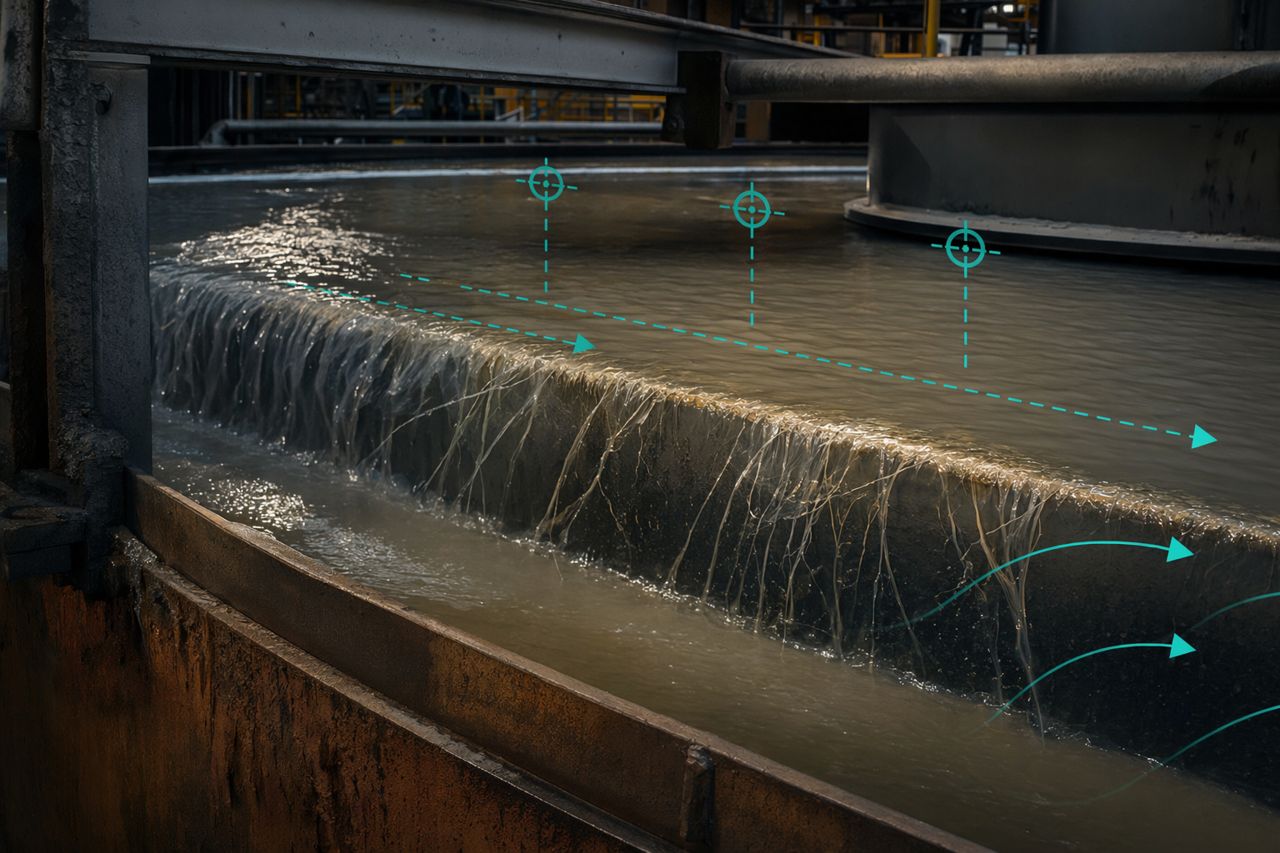
- État du débordement d’épaississeur, du puits d’alimentation et de la goulotte
- Structure du floc dans un récipient d’échantillon transparent
- Mousse, filaments ou films de surface dans l’eau de retour
- État de la toile filtrante avant lavage
- Colmatage des cribles ou encrassement des buses de pulvérisation
- Dépôts sur une manchette de tuyauterie, une vanne ou une pompe lors de la maintenance
- Échantillons décantés côte à côte provenant de flux affectés et non affectés
Les photographies aident un responsable technico-commercial à expliquer le problème en interne, à s’aligner avec les équipes d’exploitation de la mine et à justifier un essai de nettoyage structuré plutôt qu’un ajout chimique improvisé.
Conception d’essai : ce qu’une évaluation contrôlée de nettoyage doit inclure
Un essai de nettoyage ne doit jamais commencer par « ajouter le produit et observer ». Les fournisseurs ont besoin d’un état de référence contrôlé, de critères de résultat définis et d’une condition d’arrêt.
Référence avant traitement
Documentez d’abord les conditions d’exploitation corrigées. Si la dose de floculant reste excessive, la chimie de nettoyage risque seulement de masquer le véritable problème.
Éléments de référence :
- Réglage actuel de la dose de polymère et correction effectuée
- Cheminement de l’eau et état du recyclage
- Niveau d’entraînement visuel
- Comportement de décantation
- Résistance à la filtration ou fréquence de lavage
- Stabilité de la mousse là où l’eau de récupération entre en flottation
- Taux de réapparition des dépôts sur les surfaces problématiques
- Contraintes client éventuelles liées au pH, à la température, aux métaux, à la salinité ou à l’exclusion de certains réactifs
Fenêtre de traitement
Définissez où l’adjuvant de nettoyage entrera en contact avec le flux problématique et pendant combien de temps la mine peut maintenir des conditions stables.
À documenter :
- Flux cible et raison du choix
- Temps de séjour attendu avant impact en aval
- Conditions de mélange et limites d’accès
- Plage de température et de pH pendant l’essai
- Co-réactifs présents durant l’exposition
- Points d’échantillonnage prévus avant et après traitement
- Événements opérationnels susceptibles d’invalider la comparaison, comme un changement de mélange de minerai ou un arrêt d’usine
Critères d’évaluation
Choisissez des critères que le client reconnaît déjà. Pour la plupart des circuits d’eau minière, les critères pratiques sont plus convaincants qu’un langage de laboratoire complexe.
À suivre :
- Réduction des filaments, films ou entraînements gélatineux visibles
- Amélioration du profil de décantation ou de l’aspect du débordement
- Baisse de la fréquence de colmatage des toiles filtrantes ou de lavage des cribles
- Amélioration de la gestion de l’eau de retour en flottation ou en conditionnement de pulpe
- Réduction de la formation de dépôts aux points d’encrassement connus
- Absence de nouvelle interaction négative avec les collecteurs, moussants, déprimants, la chimie de lixiviation ou la chimie de traitement des résidus
C’est ici que StrataFlux apporte de la valeur : nous aidons les fournisseurs à définir un essai de nettoyage enzymatique adapté au circuit et à la réalité opérationnelle du client.
Repères de compatibilité pour les produits de nettoyage enzymatique
Les solutions enzymatiques peuvent être utiles lorsqu’un fournisseur a besoin d’un adjuvant ciblé pour le nettoyage organique, mais elles doivent être adaptées à l’environnement du procédé. Les circuits miniers ne sont pas des systèmes d’eau doux. La salinité, le pH, la température, les métaux, les solides en suspension, les oxydants et les mélanges de réactifs comptent tous.
Lorsque vous discutez d’une option StrataFlux, fournissez :
- Plage de pH et plage de température du circuit
- Source d’eau et pourcentage de recyclage
- Famille de polymère et emplacement approximatif d’exposition
- Contact avec des oxydants, biocides, acides forts, bases fortes ou flux cyanurés
- Présence de réactifs de flottation, réactifs de lixiviation, produits de contrôle du tartre ou antimousses
- Objectif du traitement : clarification de l’eau, nettoyage de surface, réduction des dépôts ou réduction des interférences en aval
Nous ne positionnons pas le nettoyage enzymatique comme un substitut au bon choix du floculant, à une préparation rigoureuse ou au contrôle du dosage. Il est préférable de l’envisager lorsque le polymère résiduel et l’encrassement organique persistent après l’identification et la correction de la cause principale.
Documentation commerciale que les fournisseurs doivent conserver
Une bonne réponse terrain protège la relation et soutient des ventes reproductibles. Votre rapport doit être concis, visuel et orienté décision.
Inclure :
- Site client, circuit, date et contexte d’exploitation
- Description de la réclamation dans les mots du client
- Liste des réactifs et changements récents
- Notes d’inspection du système polymère
- Carte du cheminement de l’eau et de la pulpe
- Photos des symptômes et des points d’essai
- Observations de référence avant traitement de nettoyage
- Conditions et contraintes de l’essai
- Observations de performance liées à la valeur pour l’usine
- Notes de compatibilité et éventuelles exclusions
- Recommandation de suivi, de passage à l’échelle ou d’arrêt du projet
Cet enregistrement aide vos équipes commerciales, de service technique et de formulation à éviter de répéter les mêmes hypothèses d’un site à l’autre.
Quand intégrer StrataFlux à la discussion
Faites intervenir StrataFlux lorsque le client a corrigé le problème évident de dosage ou de préparation, mais que l’entraînement de polymère résiduel, les dépôts collants ou les interférences avec les réactifs en aval continuent de générer des coûts.
Scénarios bien adaptés :
- Un fournisseur a besoin d’un adjuvant de nettoyage enzymatique pour un flux d’eau minière défini
- L’entraînement de polymère affecte le support à la flottation, la filtration, le conditionnement de la pulpe, la préparation à la lixiviation ou la gestion des eaux de résidus
- Le client exige une revue de compatibilité avant l’introduction de toute chimie supplémentaire dans le circuit
- Le fournisseur souhaite un protocole d’essai structuré et un langage technique adapté à l’équipe métallurgique ou procédé de la mine
- L’application nécessite des recommandations robustes et adaptées au terrain plutôt qu’un positionnement générique de type eaux usées
Demander un devis
Si vous évaluez le nettoyage d’un surdosage de floculant pour un client minier, envoyez à StrataFlux les notes de circuit, le contexte polymère, la plage de chimie de l’eau, les photos des symptômes et l’objectif de l’essai.
Demandez un devis via le formulaire sur site et notre équipe technique examinera l’adéquation de l’application, les considérations de compatibilité et la prochaine étape recommandée.